Sürtünme Kaynağı
SÜRTÜNME KAYNAĞI
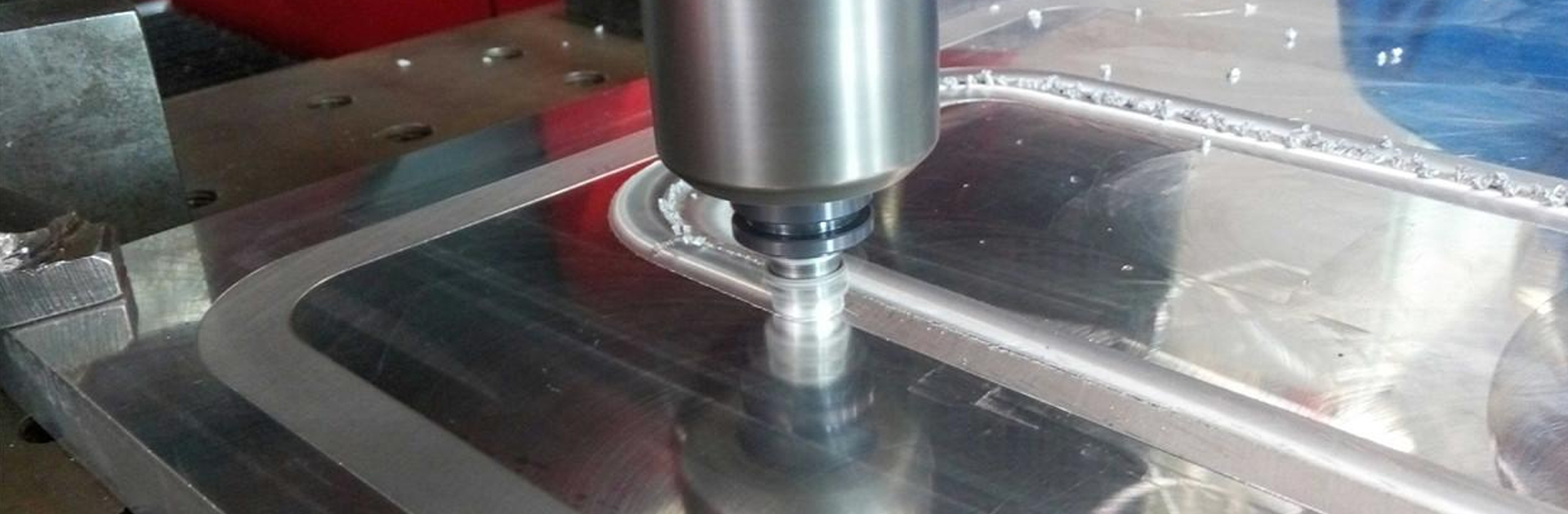
Sürtünme kaynağı, iş parçasının basınç altında plastik deformasyona uğramasına neden olmak için iş parçası temas yüzeyinin sürtünmesi tarafından üretilen ısıyı ısı kaynağı olarak kullanarak kaynak yöntemini ifade eder.
Basıncın etkisi altında, sabit veya artan basınç ve tork etkisi altında, kaynak temas uç yüzleri arasındaki nispi hareket, sürtünme yüzeyi ve çevresinde sürtünme ısısı ve plastik deformasyon ısısı üretir, böylece çevresinin sıcaklığı yükselir. Sıcaklık aralığı, erime noktasına yakın ancak genellikle daha düşüktür, malzemenin deformasyon direnci azalır, plastisite iyileştirilir ve arayüzdeki oksit filmi kırılır. Yıkıcı basıncın etkisi altında, malzemenin plastik deformasyonu ve akışına, ara yüzeyde moleküler difüzyon ve yeniden kristalleşme eşlik eder. Kaynak gerçekleştirmek için katı hal kaynak yöntemi.
Minghe, geniş bir makine portföyü ve mühendislikten servise kadar uzanan ek destek ile çok çeşitli basınçlı döküm uygulamaları için eksiksiz sürtünme kaynağı çözümleri sunar. Hassas döküm üretiminde dünya lideri olarak, piyasadaki en iyi hizmetleri sunmaktan gurur duyuyoruz. Olağanüstü müşteri hizmetlerine olan tutkumuz, mükemmellik hedefimize öncülük ediyor. Hizmetlerimiz hakkında daha fazla bilgi edinmek veya bir sonraki projeniz için seçenekleri tartışmak için bugün ekibe ulaşın.
Sürtünme kaynağının özü
Mekanik parçaların metal yüzeylerinin sürtünme nedeniyle yapışması ve kaynaklanması yaygındır. Metal kesme ve makinenin yüksek hızda dönmesi sürecinde, genellikle iki metal parçanın yüzeylerinin sürtünme ve ısı nedeniyle birbirine kaynaklandığı görülür. Örneğin: tornalama sırasında tornalama aletinde bir yığılmış kenar oluşur; delme sırasında matkap ve iş parçası genellikle birbirine yapıştırılır; kaymalı yatak, milin yanması nedeniyle sıkışmış. Elbette bu durumlar her zaman insanların kaçınmaya çalıştığı kazalar olmuştur. Bir kaynak olayı olarak analiz edildiğinde, prosesleri mükemmel değildir ve kaynak kalitesi ideal değildir.
Bununla birlikte, bu birleştirme ve kaynak olaylarının analizi yoluyla, sürtünme kaynağının özünü anlamak yardımcı olur.
Sürtünme metal yüzeyindeki oksit filmini yok eder. Sürtünme ısı üretimi metalin mukavemetini azaltır ama plastisitesini arttırır. Sürtünme yüzeyi metali, metalin oksidasyonunu önleyen, kaynak metal atomlarının karşılıklı difüzyonunu destekleyen ve güçlü bir kaynaklı bağlantı oluşturan plastik deformasyon ve akış üretir. Sürtünme kaynağının özü budur.
Sürtünme kaynağının özellikleri
Sürtünme kaynağının yurtiçinde ve yurtdışında çok hızlı gelişmesinin ve uygulamasının çok geniş olmasının nedeni, bir dizi avantajı olmasıdır. Bu avantajlar aşağıdaki yönleri içerir:
1. Eklemin kaynak kalitesi iyi ve stabildir
Benim ülkemde düşük sıcaklıkta sürtünme kaynağı ile üretilen alüminyum-bakır geçiş derzlerinin hurda oranı %0.01'den azdır; kazan fabrikası, ekonomizer bobinleri üretmek için flaş kaynak yerine sürtünme kaynağı kullanıyor ve kaynak hurda oranı %10'dan %0.001'e düşürülüyor. Batı Almanya, otomobil egzoz valfleri üretmek için flaş kaynağı yerine sürtünme kaynağı kullanıyor ve kaynak reddetme oranı %1.4'ten %0.04~0.01'e düştü. Yukarıdaki örneklerden, sürtünme kaynağının hurda oranının, genel kaynak yönteminin yaklaşık %1'i kadar düşük olduğu görülebilir.
2. Farklı çelik ve benzer olmayan metallerin kaynağı için uygundur.
Sürtünme kaynağı sadece sıradan farklı çelikleri kaynaklamakla kalmaz, aynı zamanda karbon yapı çeliği - yüksek hızlı takım çeliği gibi oda sıcaklığında ve yüksek sıcaklıkta çok farklı mekanik ve fiziksel özelliklere sahip benzer olmayan çelikleri ve benzer olmayan metalleri de kaynaklayabilir; bakır - paslanmaz çelik. Ayrıca, alüminyum-bakır, alüminyum-çelik vb. gibi kırılgan alaşımlar üreten farklı metalleri de kaynaklayabilir.
3. Kaynak boyutunun yüksek hassasiyeti
Sürtünme kaynağı ile üretilen dizel motor ön yanma odası için toplam uzunluğun maksimum hatası ±0.1 mm'dir. Bazı özel sürtünmeli kaynak makineleri, kaynağın uzunluk toleransının 0.2 mm ve eksantrikliğin 0.2 mm'den az olmasını sağlayabilir. Bu nedenle, sürtünme kaynağı sadece boşlukları kaynaklamak için değil, aynı zamanda monte edilmiş ürünleri kaynaklamak için de kullanılır.
4. Kaynak makinesinin gücü ve enerji tasarrufu düşüktür.
Sürtünme kaynağı ve flaş kaynağı ile karşılaştırıldığında, enerji tasarrufu yaklaşık %80~90'dır.
5. Sürtünme kaynağının çevre koruma özellikleri
Sürtünme kaynağı şantiyesi hijyenik, kıvılcım, ark ve zararlı gazlardan arındırılmış, çevrenin korunmasına elverişli ve diğer gelişmiş metal işleme yöntemleri ile otomatik üretim hatlarında kullanıma uygundur.