
Felaket Gerilme Korozyonu Nedir?
Stres hayatımızda ve işimizde çok yaygındır. Herkesin aşina olduğuna inanıyorum. Korozyon her yerde görülebilir, ancak ikisi bir araya geldiğinde meydana gelen kazalar yıkıcı ve onarılamaz hale gelir. ...

Stres hayatımızda ve işimizde çok yaygındır. Herkesin aşina olduğuna inanıyorum. Korozyon her yerde görülebilir, ancak ikisi bir araya geldiğinde meydana gelen kazalar yıkıcı ve onarılamaz hale gelir. ...

Yapıştırma, kalıp çeliği yüzeyi ile döküm alaşımı arasında kimyasal bir reaksiyona neden olan dolgu metali sıvısının yüksek basınçlı ve yüksek hızda tekrarlanan etkisidir ve kalıbın yüzeyinde kimyasal bir reaksiyon tabakası oluşur. yapışma olgusuna yol açar ...

Servo motorlar iki kategoriye ayrılır: DC ve AC servo motorlar. Ana özelliği, sinyal voltajı sıfır olduğunda dönme olmaması ve torkun artmasıyla hızın düzgün bir hızda azalmasıdır. Motor, elektromanyetik prensibi kullanan elektronik bir üründür, ...

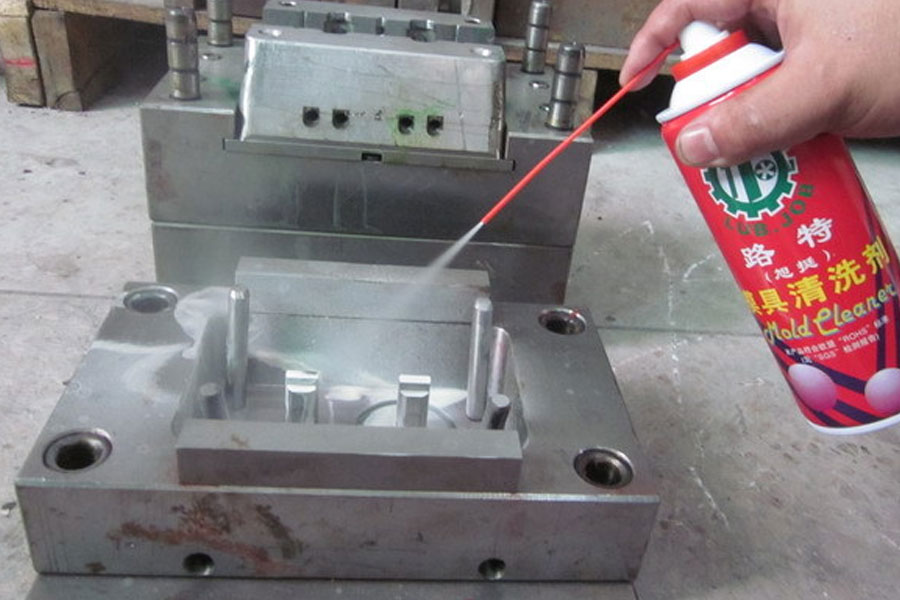
Yüksek basınçlı kalıp döküm endüstrisinde, kullanım sürecinde geleneksel kalıp ayırıcı maddeler kullanılır. Dış kirlilik ve diğer ilkel maddeler nedeniyle, genellikle kullanım sırasında kalıp ayırıcı seyrelticinin mikrobiyal kontaminasyonuna neden olarak filtre süzgecinin tıkanmasına ve ...

İkincil alüminyum alaşımının üretim süreci üç aşamaya ayrılabilir: ön işlem, eritme (rafine etme dahil) ve külçe döküm. Eritme işlemi, eritme fırınına hurda alüminyum eklemek ve eritmek için sıvı halde eritmektir. Cüruftan sonra, sıcaklık ölçümleri ...
Yüksek sıcaklık alaşımlı dökümlerin düzenleyici parçasının ve sızdırmazlık parçasının duvar kalınlığı 1.1 mm'den 0.8 mm'ye değiştirilir, bu da dökümlerin daha hızlı katılaşmasına yol açar. Orijinal döküm işlemi, dökümlerin kenarlarını etkili bir şekilde dolduramaz ve besleyemez, bu da yetersiz cas ile sonuçlanır ...
Kalıplama koşulları değiştirilirken sıcaklık, basınç ve zaman kombinasyonu önceden hazırlanmalı ve sırayla ilerlenerek sonuçlar erkenden bilinebilir. Her şeyden önce, zaman çok uzadıktan sonra, basınçtaki her küçük değişikliği bilmek kolaydır. Belirtilmelidir ...

Deprem kuşağı ve tundra kuşağının temeli değiştiğinde, bölgede döşenen boru hatları burulabilir ve kırılabilir. Bu nedenle, boru hattı güvenliğini sağlamak için hat borularının burkulma direncinin iyileştirilmesi çok önemlidir. Geleneksel boru hattı tasarımı, borunun duvar kalınlığını artırma yöntemini kullanır.

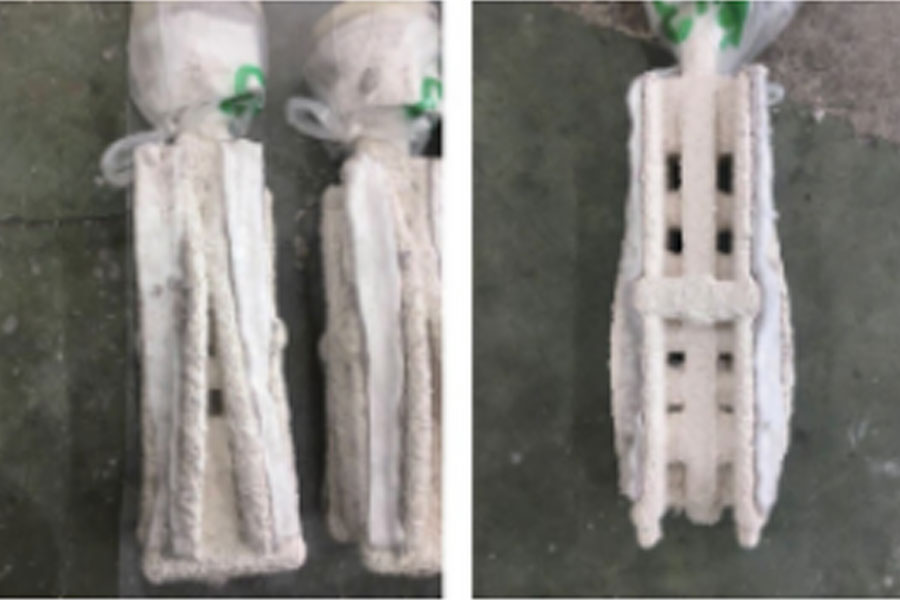
Çünkü paslanmaz çelik döküm metal kalıplarda kum kalıplara göre daha hızlı soğur ve katılaşır ve metal kalıpların toleransı yoktur. Bu nedenle, metal kalıba döküm sırasında, dökümlerde oluşan döküm gerilimi kum dökümlerdekinden daha fazladır. ...

Gerçek üretimde, kalıp döküm makinesi seçimi esas olarak sıcak oda veya soğuk oda kalıp döküm makinelerinin kullanımını belirlemek için kalıp döküm alaşımının tipine, kontur boyutuna ve dökümün ağırlığına bağlıdır. ...

Hidrolik yağın aşırı sıcaklık artışı, makinenin termal deformasyonuna neden olabilir. Hidrolik bileşenlerde farklı termal genleşme katsayılarına sahip hareketli parçalar, daha küçük oturma boşlukları nedeniyle sıkışacak ve arızalara neden olacak, hidrolik sistemin iletim doğruluğunu etkileyecek ...
Kapsamlı basınçlı döküm çini tasarım yazılımı ve yetenekli mühendis, numunenin 15-25 gün içinde yapılmasını sağlar
Eksiksiz denetim ekipmanı ve kalite kontrol seti mükemmel hale getirir Döküm Parçaları
İyi bir nakliye süreci ve iyi bir tedarikçi garantisi, Pres Döküm ürünlerini her zaman zamanında teslim edebiliriz
Prototiplerden son parçalara, CAD dosyalarınızı yükleyin, 1-24 saat içinde hızlı ve profesyonel fiyat teklifi
Prototip tasarlamak veya büyük üretim son kullanımı için geniş kapsamlı yetenekler Basınçlı Döküm Hizmeti
İleri Döküm teknikleri (180-3000T Makina,Cnc İşleme, CMM) çeşitli metal ve plastik malzemeleri işler
Hesaplama Formülü Pres döküm makinesi seçimi için hesaplama formülü: Pres döküm m
Diş açma işlemi, işlenmiş parçaların yapısına ve CNC takım tezgahına bağlıdır.
Oval dişliler, otomatik makine ve alet endüstrilerinde yaygın olarak kullanılmaktadır ve bir tür c olmayan tiptir.
Silindir teleskopik kılıf, yağ silindiri, cyli üzerine monte edilen koruyucu bir bileşendir.
Üretim döngüsü uzundur. Operatörler yorgunluğa eğilimlidir. Bir arıza meydana geldiğinde, genellikle
Wu Steel Works'ün iki atölyesi, bir çelik üretim atölyesi ve ikinci çelik üretim atölyesi var.